
锂离子电池的生产制造,是由一个个工艺步骤严密联络起来的过程。整体来说,的生产包括极片制造工艺、电池组装工艺以及最后的注液、预充、化成、老化工艺。在这三个阶段的工艺中,每道工序又可分为数道关键工艺,每一步都会对电池最后的性能形成很大的影响。

在极片制造工艺阶段,可细分为浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥五道工艺。在电池组装工艺,又根据电池规格型号的不同,大致分为卷绕、入壳、焊接等工艺。在最后的注液阶段又包括注液、排气、封口、预充、化成、老化等各个工艺。
电池制造过程中每道工序都会造成一定的浪费,浪费的原因有员工失误、设备失误、环境原因等等,为了保证产品的成本率足够好,就尽量保证每一步产品都是合格的。
一、涂布的意义
浆料涂覆是继制备浆料完成后的下一道工序,此工序主要目的是将稳定性好、粘度好、流动性好的浆料均匀地涂覆在正负极集流体上。极片涂布对锂电池具有重要的意义,主要体现在以下几点:
1.对成品电池容量具有重要意义。在涂布过程中,若极片前、中、后三段位置正负极浆料涂层厚度不一致,则容易引起电池容量过低、过高,更易在电池循环过程中形成析锂,影响电池寿命。
2.对电池的安全性有重要意义。涂布之前要做好5S工作,确保涂布过程中没有颗粒、杂物、粉尘等混入极片中,如果混入杂物会引起电池内部微短路,严重时导致电池起火爆炸。
3.对电池性能一致性具有重要意义。电池厂比较忌讳的是一批电池中,容量差异、循环寿命差异较大,所以在极片涂布过程中要保证极片前后参数一致。
4.对电池寿命有重要意义。浆料涂覆前后差异大、极片混入粉尘、极片左右厚度不均匀等等,都关系到电池电化学性能的优劣。
所以,该工艺对浆料涂覆的要求是:在浆料足够好的情况下,极片活物质前、中、后面密度保持一致,涂布过程中无杂质混入。当然了极片好坏的界定不仅仅是以涂布的效果来决定的,如果极片出现掉粉严重、不耐弯折、极片中有白色气泡等现象,这就是浆料的问题了,需要重新回到第一步进行解决。
二、涂布的方式
涂布设备主要由收放卷单元、供料单元、张力控制系统、涂布机头、烘箱等部分组成。涂布可以分为转移式涂布和挤出式涂布两种,两者各有优缺点。
转移式涂布:涂辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并利用背辊或涂辊的转动将浆料转移到基材上,按工艺要求,控制涂布层的厚度以达到重量要求,同时,通过干燥加热除去平铺于基材上的浆料中的溶剂,使固体物质很好地粘结于基材上。如图1所示。
其优点是对浆料粘度要求不高,容易调节涂布参数,无堵料等,不足之处在对于动力电池来说涂布精度较差,无法保证极片的一致性。浆料在辊间暴露于空气中,对浆料的性质有部分影响。
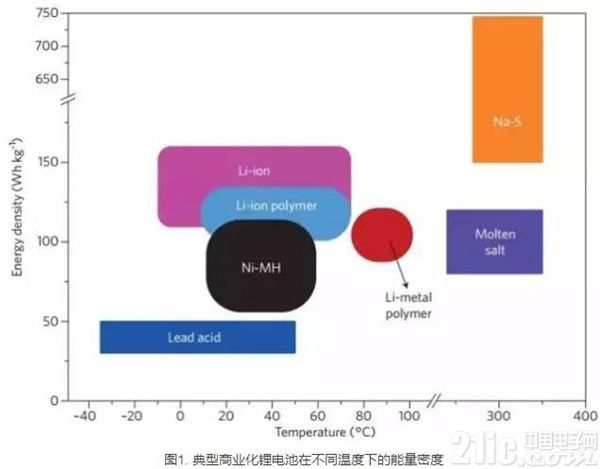
挤出式涂布:上料系统将涂料输送给螺杆泵,再将浆料动力输送至挤出头中,通过挤出形式将浆料制成液膜后涂布至移动的集流体上,经过干燥后形成质地均一的涂层,如图2所示。其优点是涂膜后极片非常均匀且精度高,涂层边缘平整度高,密闭操作系统,不受异物影响,适合量产。其不足之处在于设备精度要求高,维护保养要求高,浆料粘度范围要求高,变换规格时需要更换新的垫片。
三、涂布中注意的问题
涂布过程中减少涂布缺陷,提高涂布质量和良品率,降低成本是涂布工艺需要研究的重要内容。涂布过程中产生的浪费主要是初始调机(跟工艺员操作水平有关)、涂布中断箔、混入异物等,每次停机都将会产生一定距离的浪费。
在涂布中常常出现的问题是:原料污染、涂布工艺不稳定、操作不规范、干燥程序设置错误等,这些问题常常会造成极片出现以下问题:
1.点状缺陷
主要来自于浆料内气泡和混入的异物。气泡可以来自搅拌中脱泡未完全、供料工作过程中或者涂布过程中。异物主要来自于操作时的失误或环境问题。
涂布过程中,浆料内部气泡喷涂在极片上,经过烘箱烘干时,气泡破裂,在极片上形成白色圆斑。此处活物质涂层较薄,在电池充放电过程中也最易造成微短路。极片中有异物存在时,颗粒周围涂膜处是低表面张力区域,液膜向周围呈发射状迁移,形成点状缺陷。防止出现此类缺陷的手段主要有:控制操作环境、优化浆料搅拌、控制涂布速度、保证基材干净。
2.厚边缺陷
极片在辊压过程中,厚边承受更大的压力,不仅造成极片在横向密度上不同,也会造成厚边处活物质颗粒被碾碎。存在厚边缺陷的极片经过压制后,会出现较严重的翘曲现象,对后续的分切、卷绕过程中也会有很大的影响。厚边处活物质颗粒被碾碎后,在充放电过程中锂离子和电子的传输路径变远,则会导致电池内阻增大极化加深,会影响电池的使用寿命和安全。
同时,由于极片边部较厚在卷芯内部构成应力集中点,此处极易发生析锂和微短路,对电池性能也是极为不利的。产生厚边的原因是浆料表面张力的驱使,使浆料向极片边缘无涂覆处迁移,烘干后形成厚边。
有研究发现,涂布速度对边缘宽度和高度无显著影响,边缘梯度随着涂布速度增加而增大,减小间隙比( 涂布间隙/膜层厚度),可以降低边缘效应。相关间隙涂布研究结果表明,通过调整涂布间隙、压力预调整也可以降低厚边。利用添加界面活性剂降低浆料表面张力的方法也可一定程度上减少厚边的发生。
四、未来涂布工艺的发展趋势
挤压式涂布由于具有高精度、涂布均匀、适合较大宽度涂布等优点被广泛应用于动力电池领域,而其也逐渐取代适用于中试线的转移式涂布机。未来涂布工艺将向着高设备性能、高稼动率、在线测厚控制精度、提高干燥效率等方向发展。

