

文章作者吴敌。因作者实验条件有限,对于问题锁定与变形分析,论证较不充分,未测试产品的动态变形,测试不足。仅以此文分享作者观点,欢迎各技术专家共同交流探讨!
摘 要:电子装联工艺中,BGA焊接的主要问题之一是枕头缺陷,也就是HIP,本文从BGA焊接工艺的变形控制和PCBA器件布局对回流焊接温度的影响出发,结合枕头缺陷的失效机理和原因,介绍某产品的HIP缺陷的改善思路。
1.引言:
通过笔者之前文章《枕头缺陷的产生机理和原因分析》中对枕头缺陷的介绍和判定方法,以及产生的机理和原因分析,可以看出锡膏印刷,回流曲线,PCB变形和器件氧化等几方面对枕头缺陷产生是很关键的,需要重点研究工艺方法对这几方面优化,本文从BGA焊接工艺的变形控制和PCBA器件布局对回流焊接温度的影响结合具体案例看一下如何改善。
2.通过分析PCBA布局对温度和形变影响改善枕头缺陷的思路和案例
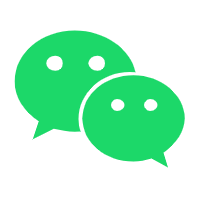
某产品双面回流,其中BOT面有一个60mm*20mm*12mm的BGA形式的插座,TOP有4个BGA器件,初始的工艺流程是BOT面印刷贴片回流后,进行TOP面的印刷贴片回流,如下图1所示:
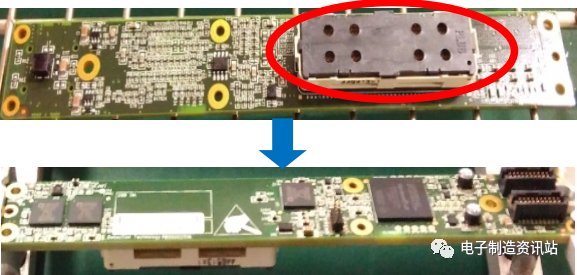
图1 产品焊接顺序图
焊接后测试发现第二面的BGA出现了枕头缺陷,从失效点分布图上看中央的BGA的右下角圆圈区域集中了80%缺陷。如下图2所示
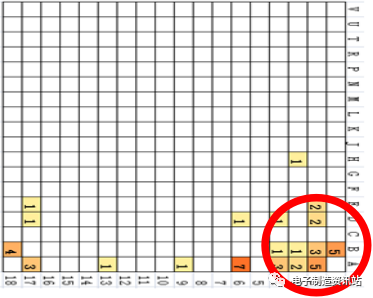
图2失效MAP分布图
通过分析缺陷集中的这个区域的特点,它在PCB布局上是位于整个PCB的X和Y方向的中心。见图3:XY方向的交点和失效集中区域的圆圈图示。

图3失效集中区域的位置示意图
同时失效区域是距离背面的BGA封装大插座最近的一个区域。从BGA极性点的A1位置距离大插座本体的直线距离为1.8mm。如图4:
图4失效集中区域距离插座示意图
现有流程焊接插座面后再焊接BGA有两个风险点:
A.焊接完插座后,插座体积和热容较大,会在第二面焊接过程中吸收较多热量,遮挡热风,虽然和BGA没有完全阻挡重叠,但对BGA的靠近插座位置的部分也就是失效点较多的极性点圆圈附近的实际温度影响较大。
B.插座面需要较高的温度和热量,生产插座面后PCB翘曲,焊接BGA这面,在升温过程中变形会加剧,尤其是在极性点圆圈附近也就是PCB中央应力集中的区域,动态翘曲会更加严重。
针对第一个风险点做了一个实验,在相同回流炉温度设定下,分别使用有插座和无插座的曲线测试板测量温度曲线,通过两者的对比(见表1和图5),一方面BOT面插座对TOP面BGA的峰值温度和回流时间绝对值影响很大。
对BGA(U17)极性点附近有峰值温度9.51度和液相时间9.17秒的影响:另一方面BOT面插座对TOP面BGA的峰值温度和回流时间的△T影响很大。无插座时,失效BGA(U17)中央和边缘峰值温度和回流时间基本相同,而有插座时有3.1度温差和液相时间3.56秒的差异,对一个10mm*10mm的BGA,会造成封装变形,外侧和内侧融化时间不一样的差异,后融化的部分高温氧化。
表1相同炉温下有插座和无插座的BGA温度测量数据对比

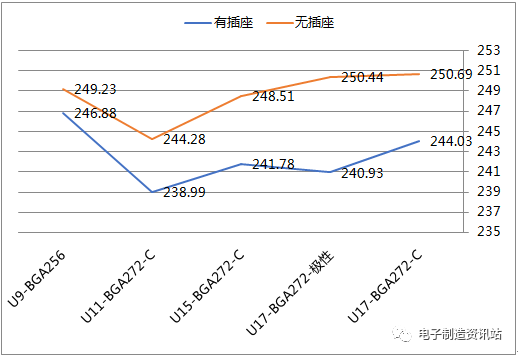
图5-a相同炉温下有插座和无插座的BGA最高温度对比
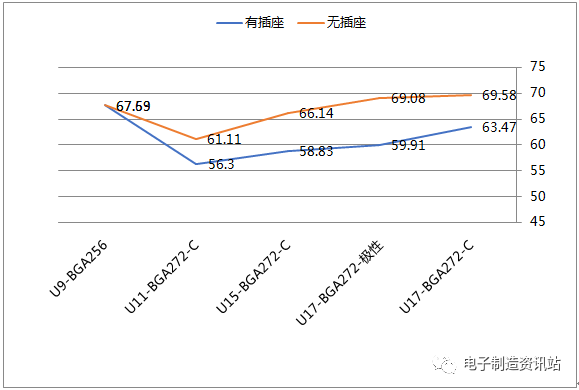
图5-b相同炉温下有插座和无插座的BGA回流时间对比
针对第二个风险点变形,做了PCBA翘曲度测量,分别对光板和插座面生产后PCB翘曲度进行了测量,测量的方法如图6,测量PCB中心区域与PCB两端构建的平面的距离,这个距离越小代表PCB平整度越好,翘曲度越小。
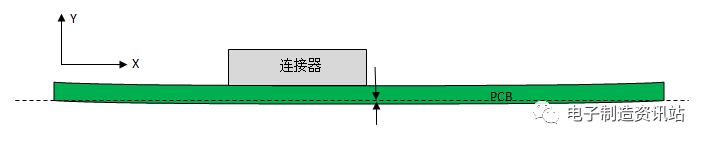
图6 PCB的翘曲度测量示意图
光板PCB和插座面焊接后PCBA的翘曲度数据见表2,翘曲度对比图见图7;可以看出两点,第一是插座面焊接后翘曲比较严重,最大的达到0.15mm左右,第二是插座面焊接后,PCB的翘曲比光板都有不同程度的加剧,最大的变化值在0.13mm左右。这样在第二面BGA焊接时,PCB翘曲的严重,加上升温过程变形会进一步加剧,更加的严重,焊接的不良风险很大。
表2光板PCB和插座面焊接后PCBA的翘曲度数据表
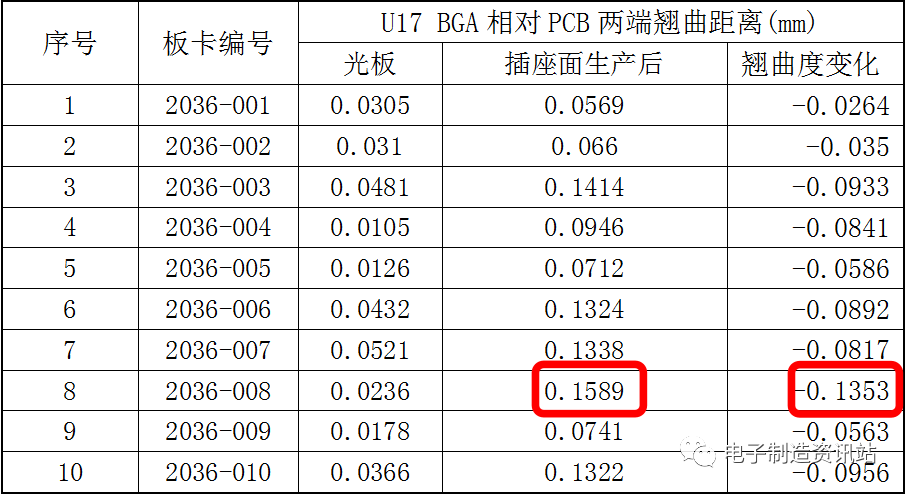
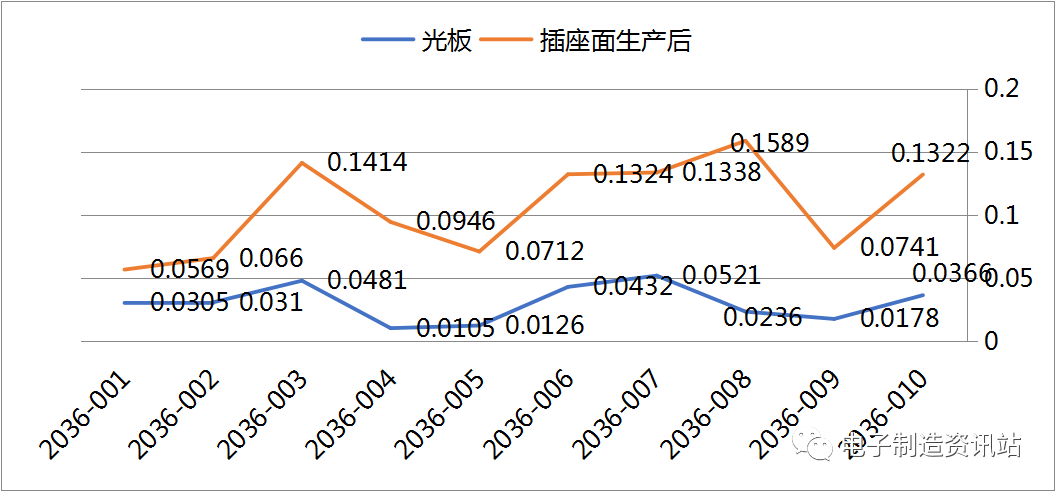
图7 光板PCB和插座面焊接后PCBA的翘曲度对比
通过上面的失效分布统计、原因分析和实验验证,最终确定了初始工艺中先焊接插座面后焊接BGA面是失效的主要原因,一方面焊接完插座后,PCB会有较为严重的变形,影响第二面BGA生产的焊接,同时插座会很大程度影响BGA的焊接温度,尤其是BGA的极性点附近。确定了主要原因后,对这个产品焊接次序变更,生产先焊接BGA面,然后是插座面,通过焊接次序变化,减少PCB变形对焊接的影响,降低周边热容大器件对BGA温度影响。
3. 综述
本文从BGA焊接工艺的变形控制和PCBA器件布局对回流焊接温度的影响出发,结合枕头缺陷的失效机理和原因,分享了一个枕头缺陷优化的工艺案例,对优化过程的分析问题思路也做了介绍。
HIP枕头缺陷产生的原因还是有很多的,在改善枕头缺陷时,可以从之前文章《枕头缺陷的产生机理和原因分析》介绍的各个因素入手进行排查,结合产品的特点和生产实际情况,确定根本原因。本文只是从变形控制和PCBA器件布局对回流焊接温度的影响出发,探讨了改善思路,希望可以起到抛砖引玉的作用,广大工艺人员在改善枕头缺陷的同时,进一步扩大工艺窗口,实现更加健壮可靠的焊接工艺。

诚信、专业、服务、团队、共赢
官网:www.mttlab.com
电话热线:400-850-4050
邮箱地址:marketing@mttlab.com
提供材料检测、失效分析与技术咨询服务
长按识别二维码关注我们

