
前言
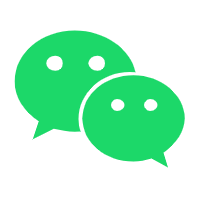
IC加工设备例如电子束曝光机、图形发生器以及投影光刻机中的精密定位x一y工件台系统,实际上是带有座标测量的双向定位工件台系统,工件台系统的定位精度直接影响图形加工精度。众所周知,工件台系统精度是机械结构精度和测量系统精度的综合,精密定位工件台的座标测量方法普遍采用激光干涉仪法。因此在设计合理的工件台机械结构的同时,必须合理选择高精度、高速度和高可靠性的测量系统。美国HP公司生产的5501型双领激光侧量系统普遍地应用于IC加工设备中。表1列出几种电子柬曝光机、投影光刻机以及图形发生器中采用双频激光测量精密定位工件台的技术指标。
双频激光测量系统的特点
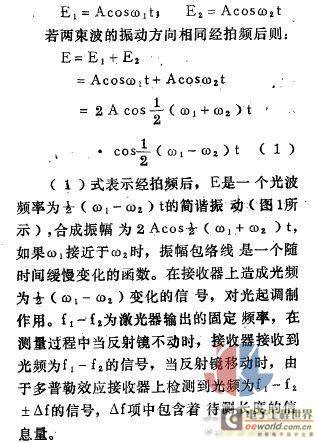
以往采用的单频激光测量系统是一个直流测量系统,接收器接收到的信号是激光相干后产生的光亮暗变化条纹,前置放大器采用直流放大器,该系统必然存在直流光平和直流电平的漂移问题,抗干扰性差,工作不稳定.采用双频激光测量系统,激光束是包含有两个频率f1和f2且幅值相等的光束,.分别表示为:
脉冲数N。由以上分析可见双频激光测量系统实际上是一个交流测量系统,前置放大器可采用高倍率的交流放大器,因此无零点漂移,抗干扰性好,工作稳定,光强衰减到90%仍然能得到所需要的信号。国内外IC加工设备广泛采用美国HP公司生产的5501型双频激光测量系统,作为精密定位x一y工件台的位置测量系统。[page]
平面座标测量系统的构成
IC加工设备中精密定位x一y工件台系统,实质上是带有座标测量的平面座标系统,用激光波长作为工件台x一y方向测量的标尺。采用HP一5501型双频激光干涉仪为基础的平面座标侧量系统由以下几部分组成:
1.干涉光路:主要包括有产生激光束的5501A或者5501B激光头传感器,激光头本身带有稳频系统(波长稳定度为士Zx10-8)和标准参考信号检测器。主要的光学镜头有:I0701A或10567A等束分光镜,激光束经等束分光镜后分为x、y两束光,不仅要求两束光的光强相等,而且要求每束光中的P、‘S分量光强也相等,以使得相干后明、暗变化干涉条纹对比度好。l0706A/B平面涉镜,要求对6328A波长的激、光,其反射及透射偏振度达到99%以上。L形长条反射镜,它采用膨胀系数甚小的零膨胀玻璃为基体材料,反射镜面上镀有多层反射膜,对波长6328A的激光其反射率要求达95%以上。10707A反射式转折镜用于改变光的方向。IO78OA/B接收器俭测干涉镜位移信息并产生测量信号。图2示出在平面座标测量中双频激光于涉仪的光路布局图,戎所研制的可变矩形束电子束曝光机采用图2(a)的布局结构。
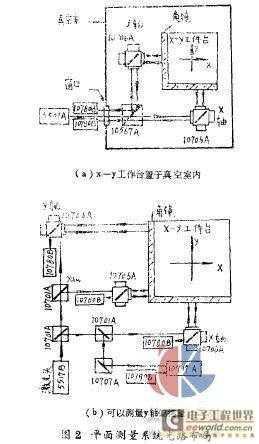
采用图2(b)的光路布局结构,能测量Y轴的偏摆量(yaw),图中10717A是光波长度跟踪器,自动地补偿温度、湿度及气压的变化而造成的测量波长的变化,使测量误差减到最小。该图中的双频激光干涉仪的光路结构用于要求定位精度更高的工件合系统中。
2.电气控制:550lA双频激光测量系统的控制线路有四种榆出形式:(1)二进制接口开环控制线路主要由l0760A计数器板、10746A二进制接日板组成;(2)HP-一IB余接口开环控制线路主要由1076OA计数器板以及将检测信号与HP公司生产的专用可变程序微处理机相连的107凌SA接口板组成, (3)英制/公制输出线路主要由10760A计数器、10761A倍乘器、10763A英制/公制接口板组成;(4)闭环控制线路主妥由10762A比较器、l0764C快速脉冲变换器、10746A二进制接口板组成。以上四种输出形式的控制线路中各功能板分别抽入到10740祸合器中,数据和指令的传递通过偶合器后面板的反馈母线的内部联系来实现。对于工作环境的温度、湿度和气压变化的补偿,都采用IO756B十动补偿器,或者OPt100的自动补偿器,使测量误差降低到最小。图3(a)和(b)分别示出双频激光测量系统开环和闭环控制框图。
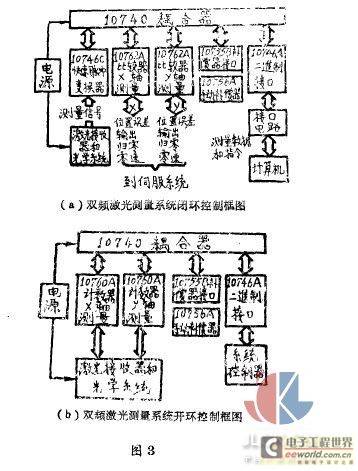
我所研制的电子束曝光机檄光定位工件台系统采用图3(a)的闭环控制方案,闭环控制线璐是采月IO762A比较器功能板为核心而构成的。以下简述闭环控制工作过程:IO78oA接收器接收从工件台干涉镜反射回来并包含有位移信息的激光束,并将其转换为脉冲作为溉量介号,陡同从激光黔输出的参考信号一起送到1076滩C快速脉冲变换器,该功能板将参考信号和测量信号分别转换为按一定分辨率要求的不同频率信号,经脉冲变换电路变换为反映实时位移大小及方向的28位加/减脉冲,当测量信号频率高于参考信号频率时产生加脉冲,反之产生减脉冲,脉冲送到IO762A比较器。IO762A比较器主要存放目的代码,并对实时位移脉冲作减法运算产生差值信号,送到工件台的伺服系统控制电机的运行。以上各功能板均插入到10740粗合器中,通过IO746A二进制接口板一可编程的数据和指令传送板同计算机交换信息。计算机通过它完成置数、初始化、计算位置值、清除以及当测量系统出错时对系统进行总复位等功能。
[page]
平面座标测量系统中考虑的问题
平面座标测量即确定平面上某一点相对于笛氏座标系的位置,对于IC加工设备来说,就是确定掩模或硅片表面上某一点相对于测量座标系的座标位置。IC加工设备中精密工件台的座标测量方法,普遍采用激光干涉仪法。从表1列出的工件台技术数据中指出其定位精度在(0.1~0.2)um的范围内,为减小测量误差对定位精度的影响,激光测量光路的布局应满足平面座标测量的基本原则:
1.通常规定在门一平面内两正交的测量激光束a、b构成的平面为测量座标系aob(或称定座标系),示于图4(a),要求y方向的两束浙光束和成的平而必拭J卜面正交,因为激光束具有良好的直红性,选择高质量的光学镜头及仔细训整光路,可以认为两激光束a、b是正交的。固定在运动台面上的L形长条平面反射镜(测量基础器)构成的座标AOB称为运动座标系,所构成的平面必须共禅正交,为保证裁座标系的共画正交,必须采用整休L形的反射镜。因为镜面的不平度和正交性误差影响测量精度,其镜面的不平反要求为△,左于十分之一波长(入/10),工作面的垂直面△2小于1角秒。
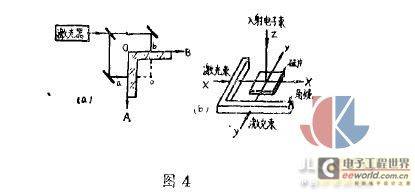
2.激光光路的布局必须遵循阿贝原则:
即x、y方向测量激光束的光轴的交点,必须与被测量点轴线(z轴)交于一点。对于光刻机而言是指测量光轴对光刻轴交于一点,对于电子束曝光机而言是指x、y方向激光束与扫描电子束中心轴线三者相互垂直的交于一点(图4b所示),也就是说激光测量的光学平面与电子束的扫描平面相重合。因此对工件台导轨运动的直终性有较产的要求,导轨的水平不平度△2小于2角秒,导轨垂直方向不平度△4小于3角秒,工件台的台面垂直跳动△5在士2微米左右。
3.激光测量座标系中要求x、y方向的激光束(图4a中的a线和b线),垂直入射到L形长条反射镜x、y方向的两个镜面上(图4a的OA而和OB面),避免余弦误差,因此要求干涉仪在装调过程中合理地选用基准面,保证测量光束与反射镜面的垂直度误差△。在1角分内。
除此以外还须考虑干涉仪光路中在x一y方向上的干涉镜同分光镜位于同一基面上,一般安装在同一块L形平板上,使得x、y方向的测量处于等精度测量条件下。工件台的死程误差影响工件台的绝对定位精度和重复定位.精度,因此要尽可能减小干涉镜同被测量点轴线的距离。温度变化是造成死程误差的主要因素,因此工件台要恒温而且温度控制在士0.1℃。还须考虑防振措施(主机自振频率在1赫兹左右)。
参考文献
(l〕美国HP公司:55o1ALasertransd胜cersystemaPPlieationnote一LaserandoPties.
(2〕卢维美,电子束曝光机激光定位工件台技术评述,《电工电能新技术》,1986,No.4,
(3〕卢维美,高精度激光测量系统在电子束曝光机中的应用,嵘传感器应用文选》,中国电子学会非电量电测分会敏感技术应用分会编,1989.
〔4〕王静汉,电子束曝光机精密x一y工件台研制,嘴光学工程》,1952,No.5。

